深圳市91免费视频APP科實業有限公司
聯係人:向經理 135-1032-9527
郵箱:market@topsmt.com
網址:www.xin7tian.net
地址:深圳市寶安區福海街道翰宇灣區創新港4號樓201
在 SMT(表麵貼裝技術)生產過程中,焊接氣孔是影響焊接質量和電子產品可靠性的常見問題。氣孔不僅會降低焊點的機械強度,還可能影響電氣性能,導致產品出現故障。因此,有效防止焊接氣孔的產生,對提高 SMT 工廠的生產質量和效率至關重要。91免费视频APP科小編今天就探討 SMT 工廠焊接氣孔的防止方法。

一、回流焊溫度曲線調整
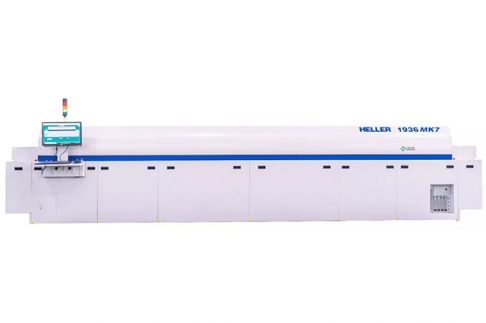
回流焊是 SMT 焊接的關鍵工藝,溫度曲線設置不合理會導致焊接氣孔。預熱階段,溫度上升速率應控製在 1 - 3℃/s,使焊膏中的溶劑緩慢揮發,避免因溶劑快速沸騰產生氣孔。保溫階段需將溫度保持在 150 - 180℃,持續 60 - 120 秒,充分激活焊膏中的助焊劑,去除元器件和焊盤表麵的氧化物。回流階段峰值溫度應根據焊膏特性設定,一般在 210 - 230℃,持續時間 30 - 60 秒,確保焊膏完全熔化並良好潤濕焊盤和元器件引腳。冷卻階段,降溫速率宜控製在 2 - 4℃/s,使焊點快速凝固,減少氣孔形成的機會。通過多次試驗和調整,找到最適合的溫度曲線,能有效降低氣孔產生的概率。
二、波峰焊參數控製
對於波峰焊工藝,波峰高度和焊接時間是關鍵參數。波峰高度應使 PCB 板底麵與波峰接觸深度保持在板厚的 1/2 - 2/3,過高或過低的波峰高度都會影響焊接效果,導致氣孔出現。焊接時間一般控製在 3 - 5 秒,時間過短焊料不能充分填充焊點,時間過長則會使焊料氧化加劇,增加氣孔風險。同時,要合理控製助焊劑的噴塗量和濃度,助焊劑噴塗不足會影響焊接效果,過多則會殘留過多有機物,在焊接過程中產生氣體形成氣孔。
添加微信好友

聯係人:向經理 135-1032-9527
郵箱:market@topsmt.com
地址:深圳市寶安區福海街道翰宇灣區創新港4號樓201
網址:www.xin7tian.net